Für die Herstellung von lift-off-Architekturen mit hoher Auflösung gibt es zahlreiche Varianten. So kann bereits in Einlagen-Systemen, z.B. durch eine leichte Überbelichtung einer Schicht von CSAR 62, unter Ausnutzung des Proximity-Effektes ein dosisabhängiger Unterschnitt realisiert werden (vgl. 3.1.6.3.). Weitere Verfahren zur Erzeugung eines definierten Unterschnittes beruhen auf der Kombination einer empfindlicheren Unterschicht (bottom resist) und einer weniger empfindlichen oberen Lackschicht (top resist). Verschiedene Lackkombinationen können verwendet werden, z.B. AR-P 617 (SB >180°C, bottom)/AR-P 617 (SB 150°C, top), AR-P 617 (SB >180°C, bottom)/PMMA basierte Resists (SB 150 – 180°C, top), AR-P 617 (SB >180°C, bottom)/CSAR 62 (SB 150°C, top) oder auch AR-BR 5480 (Alternative zu PMGI-Resists, SB 150 – 170°C, bottom)/ CSAR 62 (SB 150°C, top). In den beiden zuletzt genannten Varianten ist jeweils eine selektive Entwicklung der einzelnen Schichten möglich, der Prozess kann dadurch besser gesteuert werden. So greift der CSAR 62- Entwickler AR 600-546 weder PMMA noch AR-BR 5480 signifikant an. Weiterhin wird CSAR 62 nicht von MIBK-Entwicklern (für AR-P 617) und auch nicht von wässrig alkalischen Entwicklern (für AR-BR 5480) beeinflusst. Daher kann die Ausprägung des Unterschnitts über die Dosis, im Fall von AR-BR 5480 entscheidend durch die SB-Temperatur und die Entwicklungszeit sehr gut kontrolliert werden.
Die am häufigsten verwendete Variante ist die Kombination zweier PMMA-Schichten. Als untere Schicht wird ein etwas empfindlicheres PMMA mit geringerer Molmasse verwendet und als Top-Resist ein PMMA mit höherer Molmassenverteilung (50k/200k oder 600k/950k). Für die 2. Beschichtung wird häufig eine Lösung von PMMA in Ethyllaktat eingesetzt, da dieses Lösungsmittel die untere Schicht während der kurzen Beschichtungszeiten praktisch nicht angreift. Ein großer Vorteil dieser Variante ist, dass für die Entwicklung nur ein Entwickler benötigt wird. An der MLU Halle (Interdisziplinäres Zentrum für Materialwissenschaften, B. Büttner, F. Syrowatka, G. Schmidt) wurden folgende Zweilagensysteme detailliert untersucht:

Abb. 1: Schichtaufbau des Zweilagensystems 50k/200k (links) und 600k/950k (rechts)
Für die Versuche wurden die 2-Lagensysteme wie in den Abbildungen dargestellt beschichtet und jeweils bei 180 °C für 60 s getempert, anschließend mit verschiedenen Dosen bestrahlt (30 kV) und entwickelt (AR 600-60, IPA). Da ein sehr schwacher Entwickler verwendet wurde sind die benötigten Dosen vergleichsweise hoch. Durch Verwendung schwacher, kontrastreicher Entwickler konnte eine hohe Prozessstabilität gewährleistet werden.

Abb. 2: Zunahme des Unterschnitts mit steigender Dosis; links: 50k/200k PMMA, rechts: 50k/200k PMMA
Das System 50K/200K ist empfindlicher, bei 1500 pC/cm ist die Doppelschicht vollständig entwickelt. Dafür benötigt die Variante 600K/950K eine höhere Dosis von 2200 pC/cm. Wird die Ausprägung des Unterschnitts (Grabenbreite an der Substratoberfläche) gegen die verwendete Dosis aufgetragen zeigt sich, dass sich der Unterschnitt im System 50K/200K mit steigender Dosis stärker ausprägt.
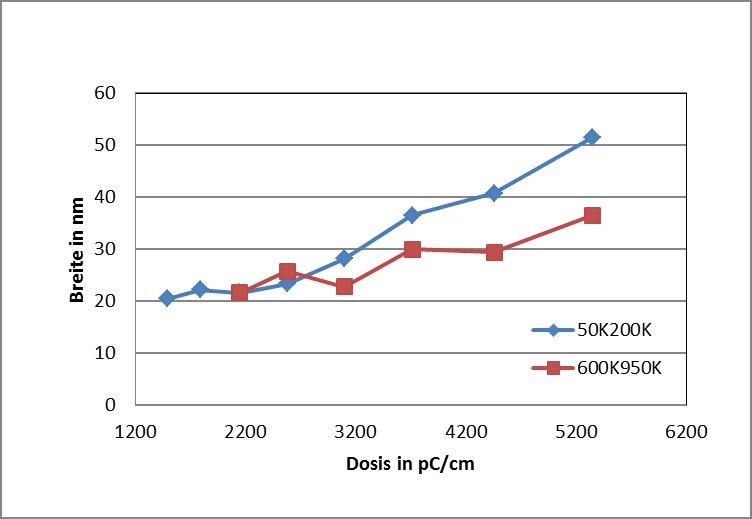
Abb. 3: Ausbildung des Unterschnitt vs. Bestrahlungsdosis
Damit ist dieses Zweilagensystem für komplizierte Lift-off-Prozesse prädestiniert. Die Variante 600K/950K kann für höhere Gesamtschichtdicken (> 500 nm) eingesetzt werden und ist ein zuverlässiges Lift-off-System für einfache Anwendungen.
Die PMMA-Resists (90K und 200K) wurden für den Lift-off-Prozess von hochauflösenden Strukturen als Zweilagenprozess auf eine Schichtdicke von 90 nm bis 100 nm eingestellt. Dieses Resistsystem eignet sich zur Herstellung von sub-10 nm Strukturen und für Strukturen mit sehr geringen Abständen von einander mittels E-Beam-Lithographie. Hierzu wurden Strukturen in Anlehnung an die Veröffentlichung [1] hergestellt.
Verarbeitungsparameter:
Zuerst wurde der Resist PMMA 90K mittels Schleuderbeschichtung aufgebracht. Die Schichtdicke beträgt bei diesen Parametern ca. 60 – 70 nm. Die Trocknung erfolgte 60 min @ 200°C auf der hot plate. Anschließend wurde der Resist PMMA 200K auf eine Schichtdicke von 30 nm aufgeschleudert. Somit beträgt die Gesamtschichtdicke des Bilayers ca. 90 -100 nm.
Die Belichtung erfolgte mittels Elektronenstrahllithographie bei einer Beschleunigungsspannung von 30 kV. Die Entwicklung dauerte 40 s in Isopropanol. Es wurden 1 nm Titan als Haftschicht und 6 nm Gold aufgedampft und der Lift-off-Prozess in Aceton durchgeführt.
Ergebnisse:
Es konnten Fingerstrukturen mit Kanallängen (Abstände zwischen den 1 µm breiten Fingern) von unter 50 nm reproduzierbar und zuverlässig hergestellt werden. Es gab hierbei keinerlei Probleme beim Lift-off. Die Bestrahlungsdosis lag für die Fingerstrukturen zwischen 250 und 300 µC/cm² bei einer Beschleunigungsspannung von 30 kV. Die kleinsten Kanalbreiten wurden mit 23 nm gemessen. Auch bei diesen Strukturen war noch ein zuverlässiger Lift-off Prozess gewährleistet.
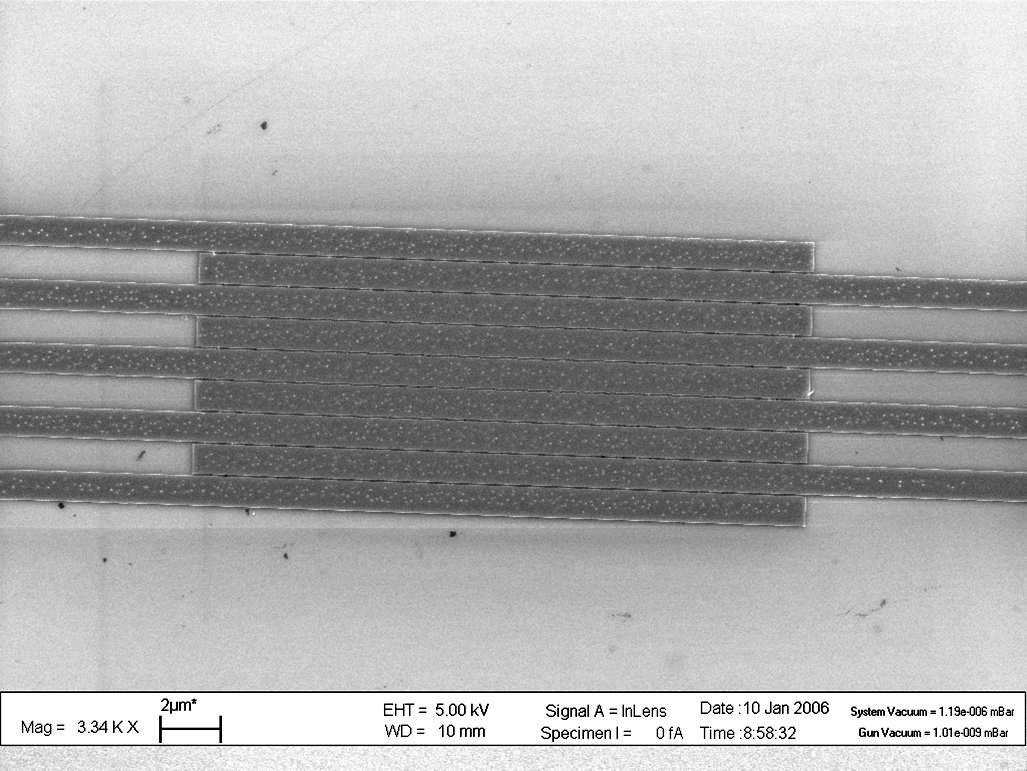
Abbildung 1: Fingerstrukturen auf Siliziumoxid-Wafer. Die Fingerbreite beträgt 1 µm. Die Kanalbreiten (Zwischenräume) sind kleiner als 50 nm. Die Struktur wurde durch Lift-off hergestellt (1 nm Titan, 10 nm Gold). Die Bestrahlungsdosis bei 30 kV beträgt hier 280 µC/cm².
[1] „Fabrication of sub-10-nm Au–Pd structures using 30 keV electron beam lithography” F. Lehmann, G. Richter, T. Borzenko, V. Hock, G. Schmidt and L. W. Molenkamp in Microelectronic Engineering ; Volume 65, Issue 3 , March 2003, Pages 327-333“
E-Beam Resist Positiv